| Este sitio web utiliza cookies para mejorar la experiencia de usuario y obtener datos estadísticos. Si continua navegando se considera que acepta nuestra política de cookies. |
| Este sitio web utiliza cookies para mejorar la experiencia de usuario y obtener datos estadísticos. Si continua navegando se considera que acepta nuestra política de cookies. |
| Motores marinos de baja velocidad modernos |
Los motores marinos para propulsión de grandes buques suelen caracterizarse por ser motores diesel que operan según el ciclo de dos tiempos. Son motores de dimensiones muy grandes y pesados, muy altos por su disposición en cruceta y con una velocidad de rotación muy baja. Esto es así para adecuarse a las revocuciones de la hélice prescindiendo de esta forma de los engranajes reductores de velocidad. Los fabricantes que producen en la actualidad este tipo de motores se reducen unicamente a tres; dos fabricantes europeos que son MAN B&W Diesel y
Wärtsilä Corporation, y un fabricante de japón que es Mitsubishi Heavy
Industries.  Los motores marinos lentos son destinados como motor principal en
grandes buques mercantes que consumen H.F.O., grupo formado
principalmente por petroleros, bulkcarriers y portacontenedores.
Recientemente también han hecho su aparición motores diésel lentos
Dual-Fuel (doble combustible), para ser utilizados en buques LNG.  Los motores lentos, trabajan como máximo hasta 240 rpm, velocidad de rotación equivalente a una frecuencia
de hasta 4 Hz (1 Hz es 1 revolución por segundo). Las velocidades de giro en
los motores lentos más grandes, que cuentan con carreras de pistón ultra largas, pueden ser
de solo 90 rpm o incluso menos. Esto permite que estén directamente
conectados al eje de cola sin engranajes reductores, girando la hélice a
las mismas revoluciones por minuto que el motor. 
Los motores lentos fabricados actualmente se caracterizan por operar en
el ciclo de dos tiempos diésel, con barrido uniflujo con lumbreras de admisión en la camisa y válvulas de
escape en culata. Equipando también un eficiente sistema de sobrealimentación compuestos por una o más turbosoplantes y enfriadores de aire de carga por agua de baja temperatrura (circuito LT). 
El ciclo de dos tiempos se realiza en dos carreras, es decir cada ciclo
dura una vuelta, 360º de giro de cigüeñal, cada vez que el pistón llega
al PMS (punto muerto superior) se produce la inyección y combustión en
el interior del cilindro, por tanto el árbol de levas que comanda las
válvulas de escape y bomba de inyección debe girar a las mismas
revoluciones que el cigüeñal.  En los motores modernos la admisión de carga fresca (aire) es por medio
de lumbreras localizadas en la parte baja del cilindro, mientras que la
evacuación de los gases quemados es por medio de una única, pero de
gran tamaño, válvula de escape de accionamiento hidráulico y situada en
la culata de cada cilindro, el sistema se conoce como barrido uniflujo y
proporciona una buena eficacia de barrido en motores con carreras del
émbolo largas y ultra largas. El aire entra por la parte inferior del
cilindro, atravesando las lumbreras, las cuales cuentan con una orientación determinada que permite que el aire de entrada al cilindro entre tangencialmente y ascienda por el interior del cilindro
describiendo una trayectoria helicoidal. De esta forma se llenan muy
bien los espacios dentro del cilindro y se reduce la posibilidad de que queden restos de
gases quemados.  En la actualidad los motores lentos son motores controlados
electrónicamente, los cuales se introdujeron en el mercado a
partir del año 2002, con las versiones de control electrónico; MAN B&W
ME y Sulzer RT-flex, las cuales partían respectivamente de los modelos ya
establecidos MAN B&W MC y Sulzer RTA.  Tanto MAN B&W Diesel como Sulzer Diesel (actualmente Wärtsilä)
demostraron que el funcionamiento del motor sin árbol de levas
era posible, aplicando control electrónico en la inyección de
combustible y en los
sistemas de actuación de la válvula de escape.  Los motores lentos inteligentes controlados electrónicamente del tipo MAN B&W ME y Wärtsilä - Sulzer RT-flex, no llevan árbol de levas y cuentan con el sistema de inyección common-rail (CR). Básicamente este sistema consta de disponer de un equipo de bombas de combustible que, arrastradas por el propio motor, suministren combustible a elevada presión a un colector común (common-rail), el cual alimenta a los inyectores. El control de la dosificación, tiempos de inyección (inicio y fin) y graduación, se realiza mediante una válvula hidráulica proporcional de actuación rápida situada en la alimentación a cada inyector. La válvula recibe una señal eléctrica de posicionamiento desde la unidad de control electrónica.  Los motores lentos inteligentes cuentan con control electrónico para gobierno de válvulas de escape y la inyección de combustible common-rail, lo cual proporciona ventajas importantes, entre las que se encuentra un consumo de combustible inferior en cualquier condición de trabajo, funcionamiento muy estable y sin producción de humos a velocidades muy bajas. Pueden funcionar sin humos a velocidades de un 10-12 % de la nominal (velocidades más lentas que las obtenidas en motores convencionales). Esto es posible gracias a un control preciso de la inyección, presiones de inyección y tiempos de apertura y cierre de la válvula de escape gestionados en todo momento por la unidad de control electrónico, que va corrigiendo los parámetros de operación, para obtener los más adecuados para cada condición de trabajo. CURSOS DE FORMACIÓN RELACIONADOS:
Si desea recibir cursos de formación relacionados con este tema, le recomendamos que realice el curso siguiente:

Technical Courses está especializado en la
impartición de actividades formativas en todo el mundo, destinados a
cubrir la necesidades de cualificación de personal técnico, nuestros
cursos se encuentran estrechamente ligados a las tendencias del mundo
laboral y las necesidades formativas de las empresas.
|
| Publicado el 2019-05-16 19:07:00 por Carlos Rodríguez | Abrir |
| INTERPRETACIÓN DE ANÁLISIS DE LUBRICANTES EN MOTORES DIESEL (II) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Tanto en buques como en plantas eléctricas terrestres con motores diesel, es norma habitual que
periódicamente se retiren muestras de aceite de lubricación de los motores y se envíen a
analizar a laboratorios especializados externos, con el fin de determinar el estado en que se encuentra el lubricante en cada momento. Este es un servicio que normalmente están ofreciendo
los diferentes proveedores de lubricantes y suele ir incluido en el contrato de suministro, por lo que no suele tener coste extra.   Una vez analizadas las muestras de aceites lubricantes, los resultados son enviados de vuelta a los técnicos de mantenimiento de la planta, o del buque. En este momento son los miembros del departamento de mantenimiento o de máquinas, los que deben diagnosticar estos resultados y advertir si se está produciendo un mal funcionamiento en los motores relacionado con la lectura de las condiciones en que se encuentra el aceite. 
En caso de observar desviaciones importantes en
algún parámetro, respecto a los valores considerados como normales o aceptables
para ese motor diesel, se deben poner en marcha actuaciones que lleven a
corregir este funcionamiento anómalo detectado.
 Los motores diesel debido a su funcionamiento generan una serie de productos en la combustión, los cuales se combinan entre ellos dando lugar a una serie de compuestos y efectos nada deseables.  El siguiente gráfico explica de una manera sencilla y visual estos procesos y sus efectos, contra los que se mantiene una lucha constante siempre enfocada al buen funcionamiento y operatividad de los motores.  Estos productos de la combustión afectan en gran medida a los lubricantes empleados, los cuales son los encargados de mitigar sus efectos en la medida de lo posible. Con ello sufren degradación, pérdida o aumento de viscosidad, incremento en la acidez, emulsiones y diluciones debido a presencia de agua o combustible, etc.   Gracias a los análisis de aceite y a una correcta y acertada interpretación de los mismos el responsable del mantenimiento de estos equipos y maquinaria podrá “predecir” futuras averías o actuar modificando parámetros para evitarlas.  Existe a día de hoy y basada en la experiencia acumulada a lo largo de lo años mucha información sobre la analítica de lubricantes industriales. Como ejemplo se muestra la siguiente tabla, en la que se presentan los valores orientativos de los niveles de contaminación (concentraciones standard de elementos metálicos) de diferentes elementos que podemos encontrar en el aceite. Consultándola podremos determinar el posible origen del problema con una primera aproximación al mismo bastante acertada.
Los efectos que una contaminación excesiva por elementos metálicos en el aceite se traducen como mínimo en desgastes excesivos de cojinetes y elementos entre los que exista una fricción, la cual el efecto del lubricante tiene que disminuir. 
El no hacer caso o no darle la importancia necesarias a los
análisis de aceites lubricantes puede llevar a consecuencias catastróficas en
los motores de combustión interna, provocando en ocasiones la destrucción
parcial de los mismos o de elementos vitales.
 Es importante mencionar que el laboratorio realiza un análisis del aceite desde el punto de vista químico, pero deben ser los técnicos de mantenimiento o oficiales de máquinas del buque los que deben localizar el origen de esta desviación en los parámetros normales, y actuar en consecuencia para anticiparse a una posible futura avería, que en muchos casos puede ocasionar fallos catastróficos de la máquina. 
LINKS:
 CURSOS DE FORMACIÓN RELACIONADOS:
Si desea recibir cursos de formación relacionados con esta temática, le recomendamos que realice los
cursos de Technical Courses:
Technical Courses está especializado en la
impartición de actividades formativas en todo el mundo, destinados a
cubrir la necesidades de cualificación de personal técnico, nuestros
cursos se encuentran estrechamente ligados a las tendencias del mundo
laboral y las necesidades formativas de las empresas.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Publicado el 2016-08-04 00:05:53 por Santi Rey | Abrir | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| INTERPRETACIÓN DE ANÁLISIS DE LUBRICANTES EN MOTORES DIESEL (I) |
En los motores diésel la importancia de mantener el buen estado del aceite lubricante es cada día más fundamental. Ello es debido a que los motores modernos están sometidos cada vez a más altas temperaturas, presiones máximas de combustión, sobrecarga en la alimentación, etc. Y si bien es cierto que la tecnología y desarrollo de los lubricantes actuales cubre perfectamente las necesidades por parte de los motores, el conservar los parámetros de calidad de los aceites (filtración, depuración, periodos de cambio de aceite, etc.) es fundamental no solo para el buen funcionamiento de las máquinas sino para evitar averías, que en muchos casos resultan catastróficas o cuanto menos provocan costes económicos que en determinadas ocasiones podrían haberse evitado.  No solo manteniendo unas adecuadas condiciones del aceite lubricante del motor logramos evitar estos fallos. Para minimizar el número de averías y prolongar la vida del motor, es vital combinar el mantenimiento del aceite y sistema de lubricación con un correcto y completo sistema de análisis de laboratorio en el cual se midan determinados parámetros (viscosidad, opacidad, dispersancia, etc.) tanto de la calidad del aceite como de los elementos y materiales de desgaste que éste contiene (presencia de agua, sílice, etc.).  Los propios fabricantes de lubricantes industriales poseen programas de análisis y seguimiento de equipos todos ellos de gran calidad y fiabilidad. Con laboratorios modernos capaces de detectar la más mínima alteración en los parámetros y concentraciones de los aceites. Dichos fabricantes que nos suministran los lubricantes también nos ofrecen la posibilidad de entrar dentro de sus programas de seguimiento y análisis de aceites de nuestros equipos proporcionándonos los kits para la toma de muestras y realizando un estudio de lubricación de nuestros equipos (no solo motores de combustión interna) en el cual nos asignan unas referencias para cada uno de ellos. Una vez nosotros recogemos las muestras de aceite de manera adecuada procedemos a su envío y recibimos los resultados de los mismos pasados unos días. 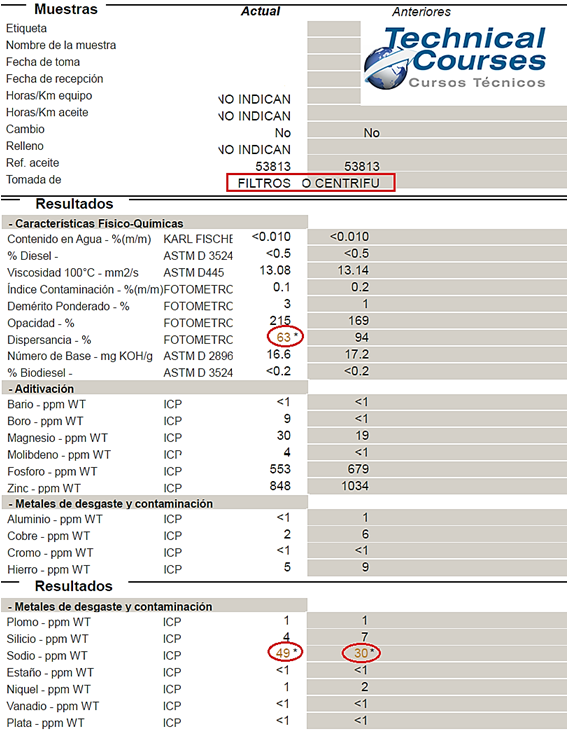 Haciendo un resumen, por un lado tenemos el mantenimiento preventivo basado en lo que mencionábamos al principio de este artículo, y que se centra en mantener tanto el sistema de lubricación del motor como el propio aceite en perfectas condiciones, combinando la depuración del aceite, filtración y respetando periodos de cambio del mismo según lo indicado en cada manual de instrucciones. Y por el otro tenemos un mantenimiento predictivo para el cual debemos poseer los conocimientos adecuados para emitir los informes correspondientes y saber cuándo debemos acometer una operación de mantenimiento o reparación basándonos siempre en pruebas y diagnósticos fehacientes. Es por ello que la correcta interpretación de los análisis de los aceites usados o en servicio tanto de motores diésel como de cualquier otra maquinaria industrial (equipos hidráulicos, propulsiones, etc.), es vital para diagnosticar con antelación los posibles fallos y averías que se puedan producir. Una interpretación adecuada de estos análisis elimina posibles falsos supuestos y nos encauza a la localización de la futura avería, desgaste excesivo, etc. Todo esto se traduce en mayor fiabilidad de la maquinaria, operaciones de mantenimiento adecuadas y reducción de costes de operación ya que en algunos casos las averías por fallos en la lubricación o en el lubricante utilizado pueden ser catastróficas.  CURSOS DE FORMACIÓN RELACIONADOS:Si desea recibir cursos de formación relacionados con esta temática, le recomendamos que realice los cursos de Technical Courses:
Technical Courses está especializado en la
impartición de actividades formativas en todo el mundo, destinados a
cubrir la necesidades de cualificación de personal técnico, nuestros
cursos se encuentran estrechamente ligados a las tendencias del mundo
laboral y las necesidades formativas de las empresas.
|
| Publicado el 2016-08-04 00:06:20 por Santi Rey | Abrir |
| MOTORES VELLINO |
| MOTORES VELLINO:
El Laboratorio Vellino Taller
Electromecánico fabricó motores en Barcelona desde aproximadamente 1904. La
fábrica la llevaba el ingeniero de origen suizo, Carlos Vellino Roch,
propietario también de una fábrica de acumuladores eléctricos en la misma
ciudad.
Motores fabricados por
LABORATORIO VELLINO: Taller electromecánico Aribau 197, Barcelona, España.

Son motores estacionarios de
gasolina, un cilindro tipo vertical, dos volantes, magneto “SAGA",
refrigeración líquida mediante enfriador tipo cortina con bomba de agua para
forzar la circulación de la misma.
  
Casualmente en 1942 los hermanos Sanglas,
luego fundadores de la marca de motocicletas de igual nombre, fabricaron en
Manlleu motores Vellino de uso agrícola
bajo licencia.  El mismo Carlos Vellino estuvo relacionado con los primeros pasos (1899) encaminados a construir los primeros vehículos en España con motor eléctrico. Más información en la biografía de Emilio de la Cuadra Albiol. 
Motor estacionario de gasolina,
un cilindro tipo vertical, un volante de inercia con apoyo exterior, taques y
válvulas a la vista de engrase exterior manual, magneto de baja tensión Bosch,
utilizando chispero en el encendido y no bujía, refrigeración líquida mediante
bidón de agua con efecto termo sifón.

En publicidad de época aseguran ser una marca acreditada durante más de 46 años, por lo
tanto podría deducirse que comenzaron la fabricación en el año 1904, en
Barcelona. Podría decirse que es una de las marcas pioneras en cuanto a la
fabricación de motores estacionarios en España, de construcción sencilla, el
engrase interior se realiza por chapoteo, y el de válvulas y taques
manualmente, un sencillo carburador y un regulador por inercia de los
contrapesos situados en la cabeza del árbol de levas, sirven para realizar la
admisión de la mezcla de combustible. Este sistema lo utilizaron desde estas
primeras unidades a comienzos de siglo hasta el final de la fabricación y
posterior cambio de denominación en los años 50. Usados habitualmente en bombas
de riego, generadores eléctricos, y máquinas agrícolas para trillar, instalaciones
de elvación de agua etc.
  VIDEOS: |
| Publicado el 2014-03-16 10:41:32 por | Abrir |
| Motores diesel lentos de 2T controlados electrónicamente. | ||||||||||||||||||||||
Los motores controlados
electrónicamente, motores llamados inteligentes se introdujeron en el mercado a
partir del año 2002-2003, con las versiones de control electrónico; MAN B&W
ME y Sulzer RT-flex, las cuales partían respectivamente de los modelos ya
establecidos MAN B&W MC y Sulzer RTA.
Tanto MAN B&W Diesel como New
Sulzer Diesel demostraron que el funcionamiento del motor sin árbol de levas
era posible, aplicando control electrónico en la inyección de combustible y en los
sistemas de actuación de la válvula de escape.
Sulzer RT-Flex, animación.
La continua inversión en I+D dio
lugar a una generación de "motores inteligentes" muy fiables, los
cuales monitorizan su propia condición de funcionamiento y ajustan los
distintos parámetros de trabajo para obtener un rendimiento óptimo en todos los
regímenes de funcionamiento, incluida también la optimización del consumo de
combustible, así como distintos modos de reducción de las emisiones
contaminantes.

Los datos de funcionamiento del
motor son constantemente monitorizados y comparados con los valores definidos
por los expertos del sistema, si se detectan desviaciones entonces son
adoptadas de forma automática medidas correctoras para restablecer la situación
a valores normales.
 Sulzer RT-Flex engine.Foto: Wartsilla.
Para hacer frente al objetivo de
flexibilidad operativa, MAN B&W Diesel, explica que es necesario ser capaz
de cambiar los tiempos de la inyección de combustible y de los sistemas de
actuación de las válvulas de escape con el motor en marcha. Para lograr este
objetivo con el sistema tradicional de árbol de levas supondría una complejidad
mecánica que tendría un perjuicio para la fiabilidad del motor. Con un motor
sin el árbol de levas tradicional este inconveniente es solucionado. Otras
ventajas es que son capaces de monitorizar su propia condición y ajustar los
parámetros principales para optimizar el comportamiento en un modo de
funcionamiento seleccionado.

También pueden añadirse nuevas
características operacionales durante el tiempo de vida en servicio de un
buque, mediante la actualización del sistema software, que pretenden
incrementar el valor de reventa del buque.
Para satisfacer el objetivo de la
fiabilidad es necesario disponer de un sistema que pueda proteger de forma
activa el motor de daños causados por sobrecarga, la falta de mantenimiento y
un mal ajuste. La monitorización del motor permite recoger datos de su estado
de funcionamiento en tiempo real, esta información es procesada y analizada por
software, activando las medidas correctoras necesarias para salvaguardar la
seguridad del motor.
 Sección de Motor B&W 6S40ME-B9 (Foto MAN B&W, www.mandieselturbo.com) 
Una condición del sistema de
monitorización debe ser utilizada para evaluar el estado general del motor,
manteniendo así su funcionamiento y mantenimiento de sus parámetros de
funcionamiento dentro de los límites. La condición del sistema monitorización y
evaluación es un sistema on-line con muestreo automático de todos los datos de
funcionamiento normales del motor, complementados por las mediciones de presión
del cilindro. El sistema presentará un informe e intervendrá activamente cuando
los parámetros de funcionamiento muestren desviaciones insatisfactorias. Los
datos de presión del cilindro entregados por el sistema de medición se utilizan
para diversos cálculos:
- La presión media indicada es
determinada como un chequeo de la distribución de cargas en el cilindro, así
como la potencia total del motor.
- La presión de compresión se
determina como un indicador de fugas excesivas causados por, por ejemplo, una
válvula de escape quemada o rotura de aros de pistón (la condición es generalmente
acompañada por un aumento en la temperatura de los gases de escape del cilindro
en cuestión).
- La temperatura de la pared del
cilindro es monitorizada como un indicador adicional del estado de los aros del
pistón.
- La presión de combustión se
determina para controlar los tiempos de la inyección y para el control de las
cargas mecánicas.
- La tasa de aumento de presión
(dP/dt) y la tasa de liberación de calor son determinados para la evaluación de
la calidad de combustión como una advertencia en caso de "malos
combustibles" y para indicar cualquier riesgo de problemas en los aros de
pistón en caso de altos valores dP/dt.
 Motor B&W 6S40ME-B9, análisis FEM de temperaturas en cámara de combustión y pistón (Foto MAN B&W, www.mandieselturbo.com)  Monitorización completa en tiempo real de todos los parámetros de funcionamiento, consumos de combustible, emisiones contaminantes y la gestión enérgética en tiempo real. El sistema de monitorización de
la condición del cilindro tiene por objeto detectar fallas tales como fugas en
los aros de pistón, ralladuras en la camisa interior del cilindro y combustión
anormal. La detección de anomalías graves por los sistemas integrados da lugar
a un cambio en el modo de funcionamiento del motor, pasaría a funcionar en “modo
de protección del motor”. El sistema de control contiene los datos para un
funcionamiento óptimo en una serie de modos diferentes, como "modo de
ahorro de energía”, “modo de control de emisiones” y diversos modos de
protección del motor. El limitador de carga del sistema (sistema de cumplimiento
del diagrama de carga) tiene por objeto prevenir cualquier sobrecarga del motor
en condiciones tales como mar gruesa, casco sucio, navegación en aguas poco
profundas, hélice demasiado pesada o potencia excesiva absorbida por el
alternador de cola. Estas funciones aparecerán como algo normal en las futuras
especificaciones técnicas de compra.

El sistema de inyección de
combustible funciona sin árbol de levas convencional, utilizando alta presión
de aceite hidráulico impulsado por una bomba como fuente de potencia y un servo
con control electrónico para controlar la bomba de inyección. Los aspectos
positivos del sistema electrónico incluyen una considerable mejora del
rendimiento de la combustión, de la eficiencia y, por tanto, de las emisiones contaminantes.

Otra ventaja de los motores con control electrónico, es posible reducir de manera apreciable la velocidad de funcionamiento
lento del motor, que tiene ventajas cuando el buque maniobra en aguas
congestionadas, como por ejemplo el Canal de Suez. Por otra parte, la mayor
utilización de sensores en los motores abre nuevas posibilidades de tareas
adicionales, tales como la monitorización de la condición y la detección
temprana de un posible daño. Para estos propósitos hay disponibles muchos más
puntos de medida de los que había anteriormente.
 Portacontenedores Maerks Columbine navegando frente a las costas gallegas en Septiembre de 2010.
Tanto Wärtsilä como MAN B&W
pretenden una flexibilidad operacional sin precedentes en términos de ahorro de
combustible y optimización de las emisiones, una mejora de la fiabilidad y la
maniobrabilidad (gracias a modos de velocidad de funcionamiento extremadamente
lenta), y costes de funcionamiento más bajos durante el ciclo de vida. También
facilitan una operación más sencilla y sin problemas por la tripulación.

La necesidad de los análisis CAE y CFD:
Todas las ventajas que proporciona la gestión electrónica del motor se
encuentran limitadas por la física de los elementos mecánicos que
costituyen el propio motor, la capacidad de consumo de aire,
combustible, eficiencia del barrido, capacidad para quemar diferentes
combustibles, temperaturas admisibles en la cámara de combustión,
potencia máxima que puede desarrollar la estructura motor, capacidades
de la turbosoplante etc. Todos estos parámetros se encuentran
determinados por la arquitectura del propio motor, para optimizar el
diseño de un motor antes de contruirlo contamos con las herramientas
CAD, CAE y el CFD, que nos van a permitir construir de forma virtual y
simular su comportamiento, el ahorro de costes en tiempo y dinero es
incomparable, además de que es posible desarrollar y evolucionar mucho
más un determinado diseño.

Los motores de dos tiempos en general presentan un inconveniente que
tiene una gran influencia en el desarrollo de su ciclo de
funcionamiento, este problema viene motivado por el hecho de tener que
realizar las cuatro fases del ciclo de funcionamiento (expansión,
escape, admisión y compresión) en una sola vuelta del cigüeñal, por
tanto los periodos necesarios para cada una de las fases son
necesariamente más cortos que en un motor de cuatro tiempos. De todas
ellas, las etapas más críticas son el escape-admisión, que es cuando se
renueva la carga dentro del cilindro, es por ello que en el diseño del
motor es sumamente importante que dichas etapas se lleven a cabo de
forma óptima, para que el motor pueda desarrollar buenas prestaciones.  Diagrama presión-volumen de un motor de dos tiempos
El proceso de desplazamiento de los gases quemados fuera del cilindro, y
el llenado con carga de aire fresco, recibe el nombre de “barrido”, y
su adecuada realización tiene una influencia decisiva no solo en el
consumo de combustible, sino también en la potencia y en la
contaminación. En la siguiente figura se indica la circulación de aire
(color rojo) y gases de escape (color azul). Esquema de barrido y renovación de la carga del motor MAN S50MC
Tal y como se puede observar en la figura anterior, el aire entrante se
utiliza para expulsar fuera o barrer los gases de escape y mientras
tanto llenar el espacio con aire fresco. Durante el proceso, una
cantidad de aire externo es usado para limpiar el cilindro de gases de
combustión. El aire entrante a presión dentro del cilindro se llama aire
de barrido, y las lumbreras a través de los que entrase son llamadas
lumbreras de admisión o de barrido. El barrido de los motores de dos
tiempos se caracteriza por dos problemas típicos: las pérdidas por
short-circuit y mixing. Short-circuit (cortocircuito) consiste en
expulsar parte de la carga de aire fresco directamente al escape y
Mixing (mezcla) consiste en que hay una pequeña cantidad de gases
residuales que permanecen atrapados sin ser expulsados, los cuales se
mezclan con parte de la carga de aire fresco. A fin de reducir estos
problemas, el aire de barrido que entra dentro del cilindro a partir de
las lumbreras de admisión debe estar perfectamente dirigido. La
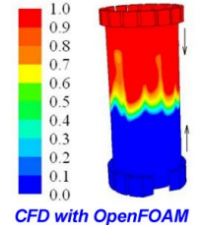
siguiente figura, obtenida mediante un análisis CFD, muestra la
distribución de velocidades del flujo en el interior del cilindro
durante la renovación de la carga.  Distribución de velocidades del flujo durante el barrido. Imagen obtenida con OpenFOAM.  Lumbreras de barrido del motor MAN B&W S50MC El motor MAN B&W 7S50MC cuenta
con 7 cilindros en línea, con un diámetro de cilindro de 500 mm y una
carrera de 1910 mm, suma una cilindrada total de 375 litros y desarrolla
una potencia máxima de 9.988 kW a 127 rpm. Cada cilindro posee en su
parte baja 16 lumbreras de admisión y en la culata posee una gran
válvula de escape para permitir la exhaustación de los gases quemados.
Por medio del análisis CFD proporciona información completa sobre el
fenómeno en el interior del cilindro y la influencia de multitud de
factores. En el campo de los motores marinos medianas y grandes, el
análisis CFD es especialmente útil porque un prototipo experimental es
extremadamente costoso y la construcción de un modelo a escala a veces
no es suficientemente preciso.
La siguiente figura muestra las fracciones másicas de gases de escape (color azul) y aire (color rojo) para un recorrido desde 90º hasta 270º de ángulo de cigüeñal.  Evolución de las fracciones másicas de aire y gases durante el barrido, análisis CFD realizado con OpenFOAM
Para llevar a cabo el estudio CFD de un motor es necesario disponer del
sowftware libre OpenFOAM porque al ser un código abierto permite una
completa manipulación de las ecuaciones gobernantes. Lo cual es
indispensable para llevar a cabo este tipo de análisis de un motor real
por ser necesario ajustar multitud de parámetros que definen de forma
precisa el funcionamiento del motor, lo cual además sería muy complicado
de llevar a cabo con otro tipo de programas comerciales.
Si desea recibir un curso de formación para aprender a manejar el programa de CFD de uso libre OpenFOAM, le recomendamos que realice el curso de Technical Courses: - WOODYARD (Pounder's Marine Diesel Engines And Gas Turbines, 9Th Edition). - WARTSILLA (http://www.wartsila.com/en/marine-solutions/overview) |
||||||||||||||||||||||
| Publicado el 2014-04-02 11:58:35 por C. Rodriguez Vidal | Abrir | ||||||||||||||||||||||
| Entradas 1 a 5 de 15 | Siguiente >> |
 |