| Este sitio web utiliza cookies para mejorar la experiencia de usuario y obtener datos estadísticos. Si continua navegando se considera que acepta nuestra política de cookies. |
| Este sitio web utiliza cookies para mejorar la experiencia de usuario y obtener datos estadísticos. Si continua navegando se considera que acepta nuestra política de cookies. |
| La importancia de saber interpretar correctamente los esquemas eléctricos |
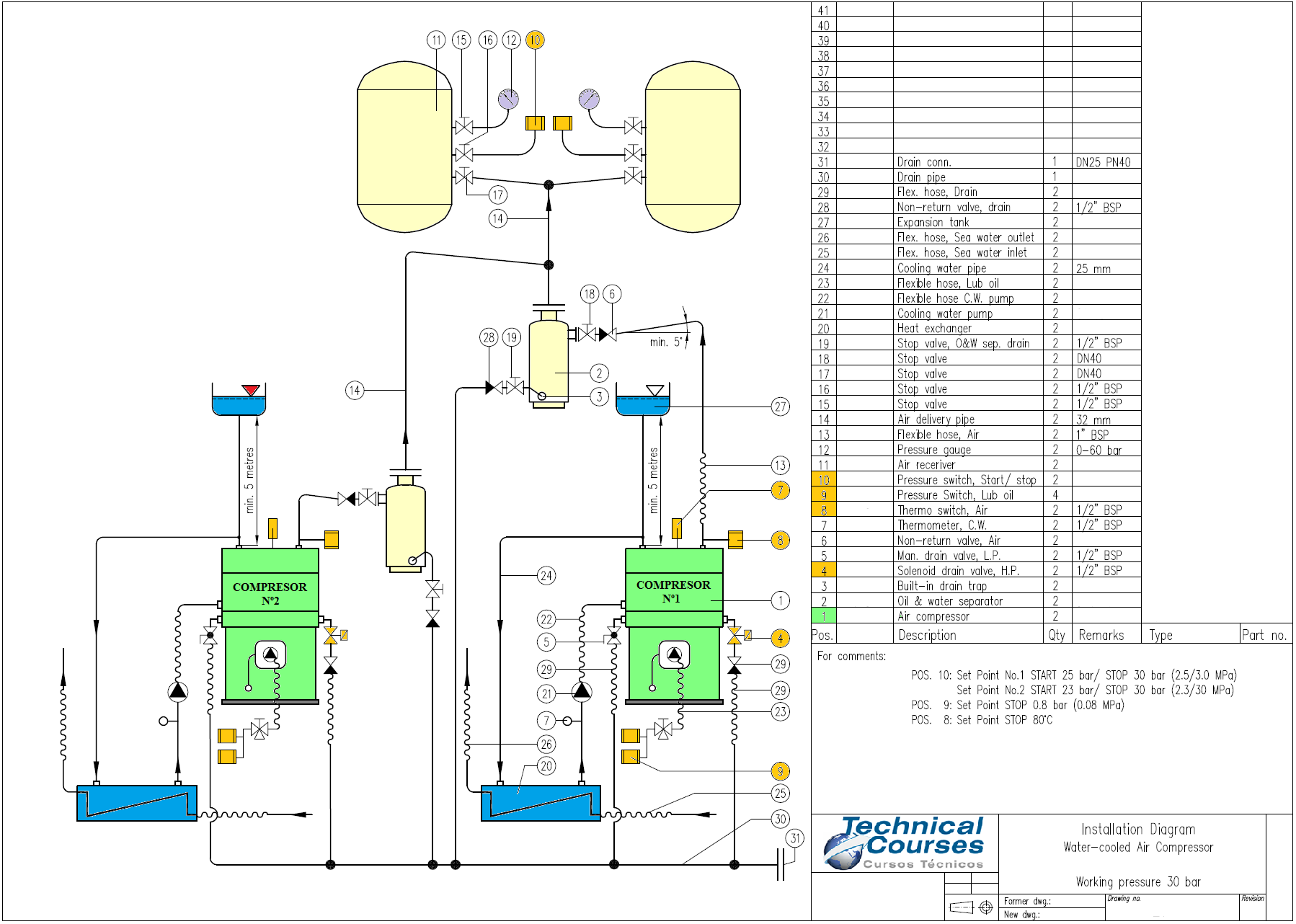
El mundo industrial del mantenimiento, conducción y operación tanto de maquinaria, sistemas mecánicos o plantas completas se encuentra rodeado y dependiente en gran medida de la electricidad y en consecuencia de sus equipos, elementos y la diversa y muy variada aparamenta eléctrica utilizada. En consecuencia a ello es de suponer que la naturaleza de los fallos y averías de estos equipos industriales sea en gran medida eléctrica. Y aunque dichos fallos en la mayoría de los casos no son de gravedad, si lo es el tiempo que la máquina o planta queda fuera de servicio, ya sea en parte o en su totalidad. Con lo cual el disponer de una buena documentación de esquemas y planos eléctricos de estas instalaciones es de vital importancia a la hora de localizar y solucionar estas averías de la mejor y más ágil manera.
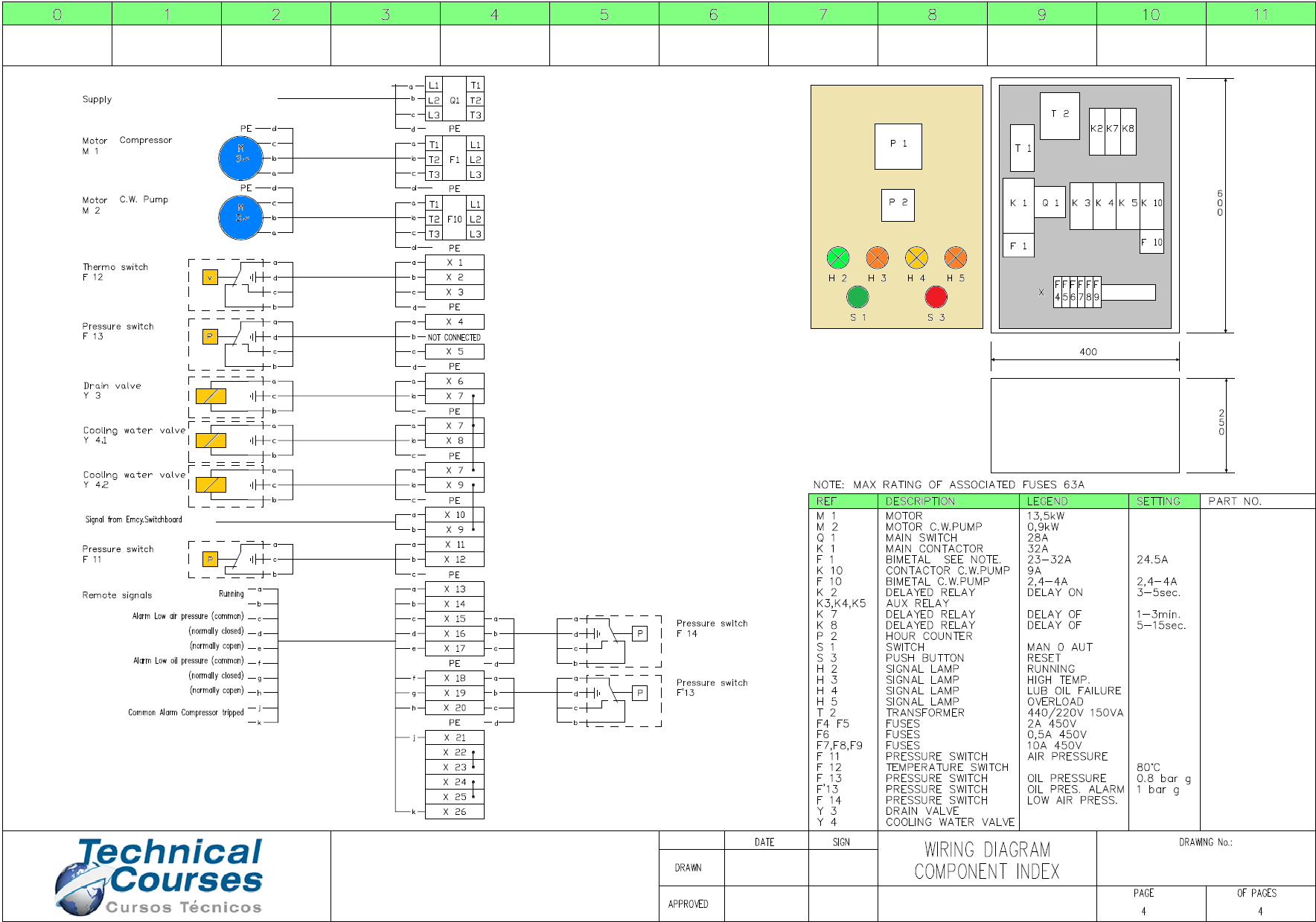
Imagen nº1 Estos esquemas eléctricos de las instalaciones en muchas ocasiones constan de varias páginas (en muchos casos más de 40 hojas) y a primera vista resultan complicados de interpretar y comprender. Y es que aunque tengamos conocimientos a la hora de trabajar con esquemas eléctricos industriales, cuando nos enfrentamos a instalaciones completas no solo necesitaremos hacer uso de esos conocimientos en electricidad, y es que estos conjuntos de esquemas no solo muestran el cableado y la aparamenta instalados, sino que también constan de hojas en donde se muestran las regletas de conexión, listas de materiales, vistas interiores y exteriores de los cuadros eléctricos, etc.
Imagen nº2
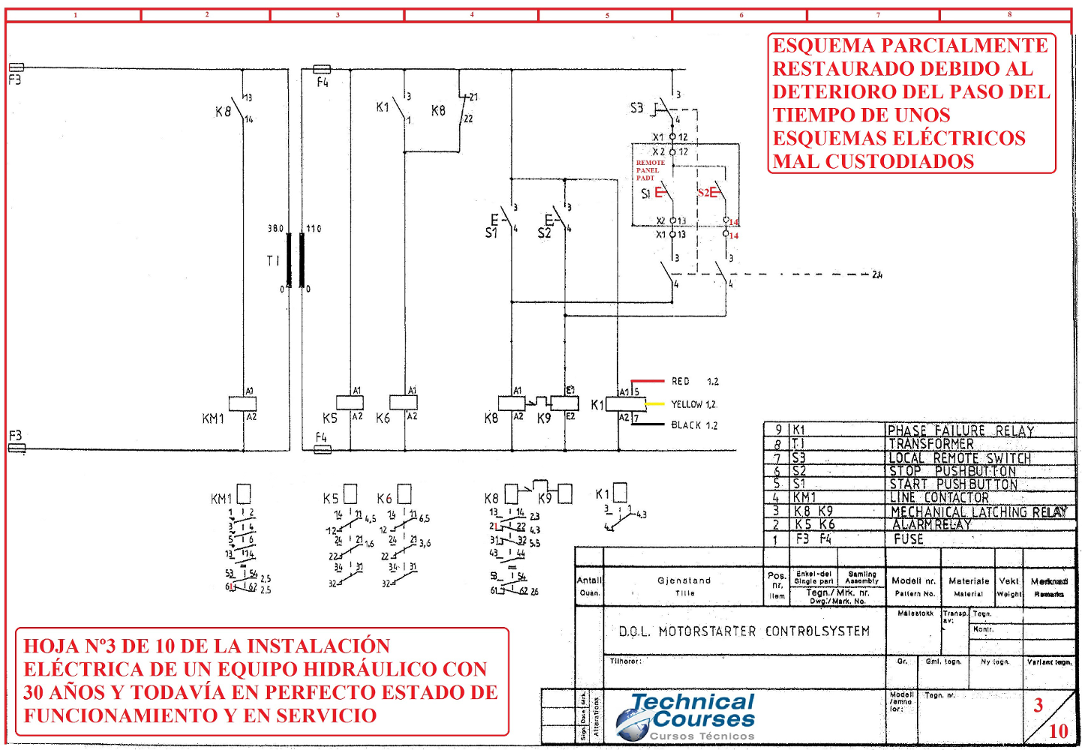
Manejarse a lo largo de todas las hojas que componen la instalación completa de los equipos y sistemas industriales con los que trabajamos es vital y aunque las oficinas técnicas siguen una normativa de representación y numeración de conexiones, deberemos tener presente que hay instalaciones de todo tipo que van desde equipos con varias décadas de uso con esquemas antiguos hasta fabricantes de todas partes del mundo. Con lo cual lograr una unificación mundial a la hora de dibujar y representar estos esquemas iguales se nos antoja casi imposible.
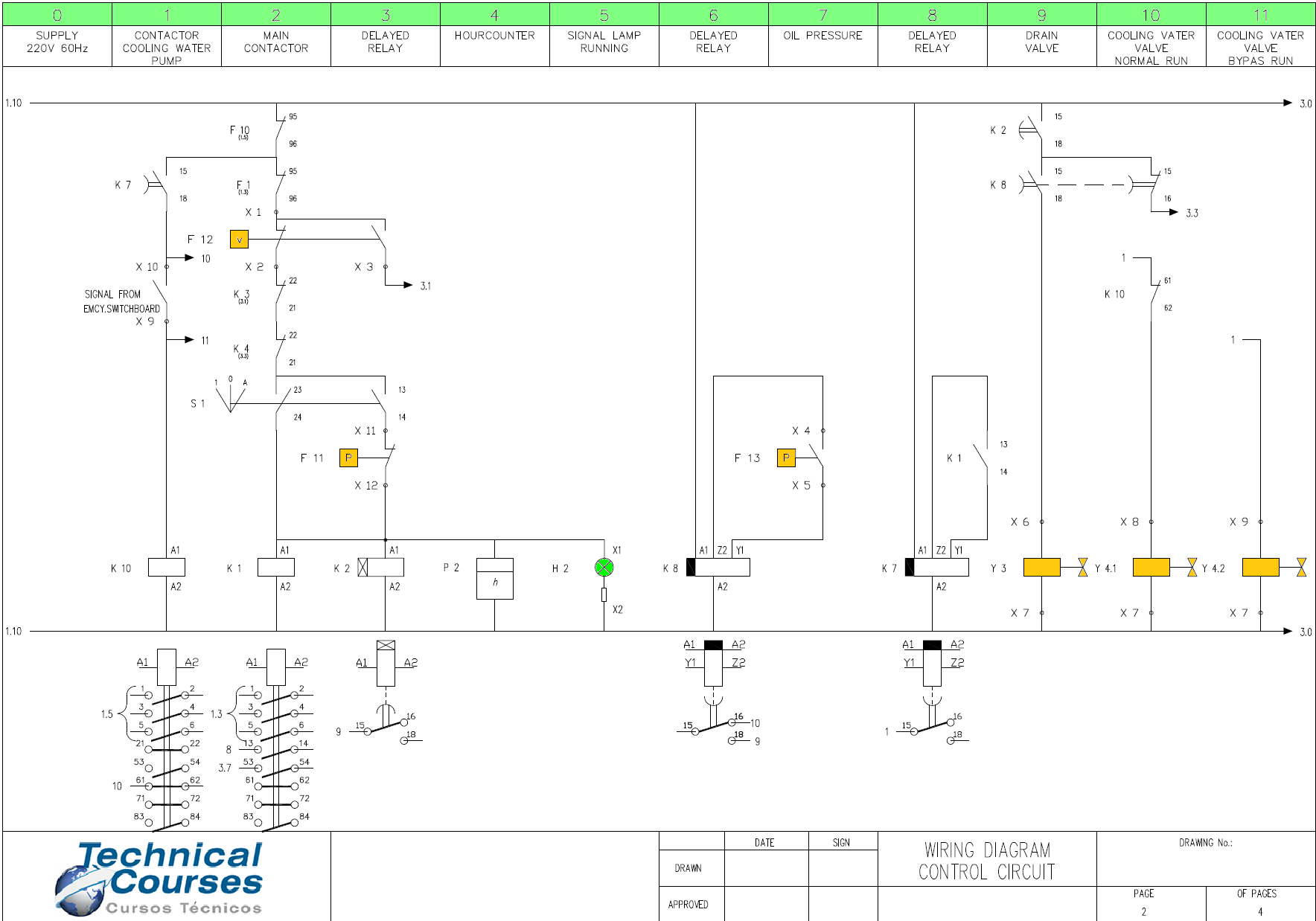
Imagen nº3 La soltura en lo referente a la interpretación de esquemas eléctricos de instalaciones industriales es la práctica, es decir, que a mayor número y variedad de planos que estudiemos mayor habilidad obtendremos e iremos adquiriendo una destreza mental e innata de tal manera que terminaremos por manejarnos con agilidad a través de la mayoría de estos circuitos eléctricos sin que algún tipo de aparamenta o elemento (temporizaciones, sensores, relés, plcs, etc.) nos obstaculice esta labor.
Imagen nº4
Imagen nº5 Recordando que prácticamente el 100% de la maquinaria industrial tiene una parte eléctrica más o menos importante, nos damos cuenta porqué es interesante poseer conocimientos en lo referente a la interpretación de las instalaciones eléctricas de estos equipos. Ya que esta habilidad se traducirá en localización acertada de fallos con lo que esto conlleva (mayor fiabilidad y menores tiempos de paradas por averías, lo cual implica reducción de costes), capacidad para modificar una instalación existente ya sea para mejorarla o simplemente modernizarla y sobre todo la tranquilidad que supone el tener controlada la parte eléctrica de los equipos con los que trabajamos. CURSOS DE FORMACIÓN RELACIONADOS:Si desea recibir cursos de formación relacionados con esta temática, le recomendamos que realice los cursos de Technical Courses:
Technical Courses está especializado en la
impartición de actividades formativas en todo el mundo, destinados a
cubrir la necesidades de cualificación de personal técnico, nuestros
cursos se encuentran estrechamente ligados a las tendencias del mundo
laboral y las necesidades formativas de las empresas.
- CURSO DE INTERPRETACION DE INSTALACIONES ELECTRICAS (NIVEL AVANZADO) - CURSO DE INTERPRETACIÓN DE ESQUEMAS ELECTRICOS
|
| Publicado el 2018-03-26 12:14:16 por Santi Rey | Abrir |
| INTERPRETACIÓN DE ANÁLISIS DE LUBRICANTES EN MOTORES DIESEL (I) |
En los motores diésel la importancia de mantener el buen estado del aceite lubricante es cada día más fundamental. Ello es debido a que los motores modernos están sometidos cada vez a más altas temperaturas, presiones máximas de combustión, sobrecarga en la alimentación, etc. Y si bien es cierto que la tecnología y desarrollo de los lubricantes actuales cubre perfectamente las necesidades por parte de los motores, el conservar los parámetros de calidad de los aceites (filtración, depuración, periodos de cambio de aceite, etc.) es fundamental no solo para el buen funcionamiento de las máquinas sino para evitar averías, que en muchos casos resultan catastróficas o cuanto menos provocan costes económicos que en determinadas ocasiones podrían haberse evitado.  No solo manteniendo unas adecuadas condiciones del aceite lubricante del motor logramos evitar estos fallos. Para minimizar el número de averías y prolongar la vida del motor, es vital combinar el mantenimiento del aceite y sistema de lubricación con un correcto y completo sistema de análisis de laboratorio en el cual se midan determinados parámetros (viscosidad, opacidad, dispersancia, etc.) tanto de la calidad del aceite como de los elementos y materiales de desgaste que éste contiene (presencia de agua, sílice, etc.).  Los propios fabricantes de lubricantes industriales poseen programas de análisis y seguimiento de equipos todos ellos de gran calidad y fiabilidad. Con laboratorios modernos capaces de detectar la más mínima alteración en los parámetros y concentraciones de los aceites. Dichos fabricantes que nos suministran los lubricantes también nos ofrecen la posibilidad de entrar dentro de sus programas de seguimiento y análisis de aceites de nuestros equipos proporcionándonos los kits para la toma de muestras y realizando un estudio de lubricación de nuestros equipos (no solo motores de combustión interna) en el cual nos asignan unas referencias para cada uno de ellos. Una vez nosotros recogemos las muestras de aceite de manera adecuada procedemos a su envío y recibimos los resultados de los mismos pasados unos días. 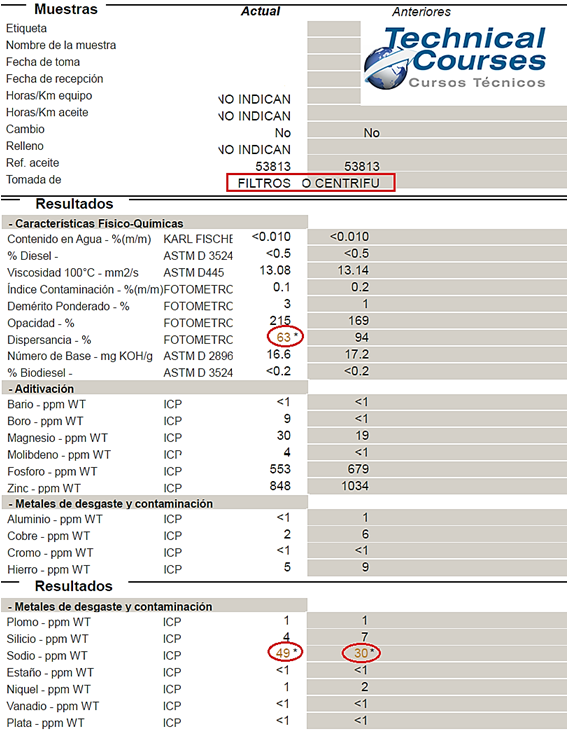 Haciendo un resumen, por un lado tenemos el mantenimiento preventivo basado en lo que mencionábamos al principio de este artículo, y que se centra en mantener tanto el sistema de lubricación del motor como el propio aceite en perfectas condiciones, combinando la depuración del aceite, filtración y respetando periodos de cambio del mismo según lo indicado en cada manual de instrucciones. Y por el otro tenemos un mantenimiento predictivo para el cual debemos poseer los conocimientos adecuados para emitir los informes correspondientes y saber cuándo debemos acometer una operación de mantenimiento o reparación basándonos siempre en pruebas y diagnósticos fehacientes. Es por ello que la correcta interpretación de los análisis de los aceites usados o en servicio tanto de motores diésel como de cualquier otra maquinaria industrial (equipos hidráulicos, propulsiones, etc.), es vital para diagnosticar con antelación los posibles fallos y averías que se puedan producir. Una interpretación adecuada de estos análisis elimina posibles falsos supuestos y nos encauza a la localización de la futura avería, desgaste excesivo, etc. Todo esto se traduce en mayor fiabilidad de la maquinaria, operaciones de mantenimiento adecuadas y reducción de costes de operación ya que en algunos casos las averías por fallos en la lubricación o en el lubricante utilizado pueden ser catastróficas.  CURSOS DE FORMACIÓN RELACIONADOS:Si desea recibir cursos de formación relacionados con esta temática, le recomendamos que realice los cursos de Technical Courses:
Technical Courses está especializado en la
impartición de actividades formativas en todo el mundo, destinados a
cubrir la necesidades de cualificación de personal técnico, nuestros
cursos se encuentran estrechamente ligados a las tendencias del mundo
laboral y las necesidades formativas de las empresas.
|
| Publicado el 2016-08-04 00:06:20 por Santi Rey | Abrir |
| Análisis CFD de un motor de 2T |
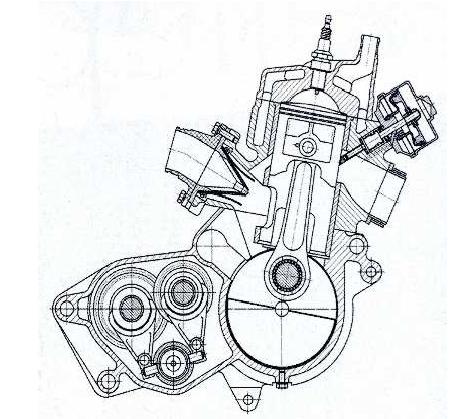
Desde sus comienzos, el motor de dos tiempos ha sido ampliamente utilizado en aplicaciones de pequeña y mediana potencias debido a su sencillez, ligereza, tamaño compacto, elevada potencia específica y robustez. Los principales inconvenientes frente al motor de cuatro tiempos son el elevado consumo de combustible y la producción de contaminación. Sin embargo, recientemente mejoras como la incorporación de la inyección directa y la unidad de control por computadora han propiciado el resurgimiento de este tipo de motores.
Es bien conocido que para el buen funcionamiento de un motor, tanto de cuatro como de dos tiempos, el proceso de renovación de la carga de gases frescos es fundamental (Arias-Paz, 2000; Blair, 1996). Un inconveniente general que presentan los motores de dos tiempos se debe a la utilización de un diagrama de distribución simétrico, ya que la renovación de la carga dentro del cilindro es gobernada por el propio pistón al subir y bajar, abriendo y cerrando las lumbreras de transferencia y de escape. Para que no se produzcan retrocesos al cárter, la presión dentro de la cámara debe ser inferior a la de las lumbreras de transferencia. Para conseguir esto las lumbreras de escape deben ser abiertas antes que las de transferencia, lo cual tiene como consecuencia negativa la pérdida de cierta cantidad de gases frescos por el escape. Otro inconveniente es el cortocircuito, que tiene lugar cuando los gases frescos pasan directamente al escape dejando volúmenes de gases quemados sin ser barridos dentro del cilindro. El arrastre de gases frescos y el cortocircuito constituyen las principales desventajas de los motores de dos tiempos puesto que influyen muy negativamente en el rendimiento, consumo y generación de gases contaminantes. La principal dificultad que aparece a la hora de diseñar un sistema de barrido eficaz es que son muchas las variables implicadas en el proceso: geometría, diseño de las lumbreras, tiempos de admisión y escape, relación de compresión, dosado, etc., siendo necesario un estudio detallado de cada uno de estos parámetros. Aunque actualmente se dispone de técnicas experimentales muy avanzadas para proporcionar información del flujo en el interior del cilindro, la dinámica de fluidos computacional (CFD) ofrece un método alternativo que permite reducir el coste de dinero y tiempo que supone un montaje experimental. El término CFD proviene de las siglas del inglés “Computational Fluid Dynamics”, lo cual se traduce al castellano como “Mecánica de Fluidos Computacional”. Es una rama de mecánica de fluidos que utiliza procedimientos iterativos para conocer en detalle las características de los flujos. En los últimos años, el avance del CFD y de la computación ha dado lugar a la generalización de uso en la industria. El motor estudiado en el presente trabajo es monocilíndrico, con tres lumbreras de transferencia de forma rectangular y una lumbrera de escape de forma elíptica. Las características más importantes se enumeran a continuación: - Tipo de Motor: Dos tiempos, Otto - Cilindrada: 127,3 cm³ - Relación de compresión: 9,86:1 - Diámetro x Carrera: 53,8 x 56 mm - Longitud de biela: 110 mm - Sistema de barrido: Barrido tipo Schnuerle o a lazo, multitransfers - Sistema de combustible: Inyección directa - Sistema de lubricación: Aceite mezclado con el aire de admisión - Instante de ignición: -20º antes de P.M.S. - Escape, apertura/cierre Duración: 158º; A: 101º; C: 259º después de P.M.S. - Transferencia, apertura/cierre Duración: 127º; A:116,5º; C: 243,5º después de P.M.S. - Potencia: 7,5 kW - Revoluciones: 6.000 rpm En este trabajo se ha estudiado solamente el proceso de barrido sin considerar la combustión, para lo cual el instante inicial ha tenido que elegirse tal que la combustión se encuentre completada. Concretamente se ha simulado desde 90º de ángulo de cigüeñal hasta 270º, realizándose un total de 180º de recorrido, correspondiendo a 0,005 segundos, debido a que el motor gira a 6.000 rpm.
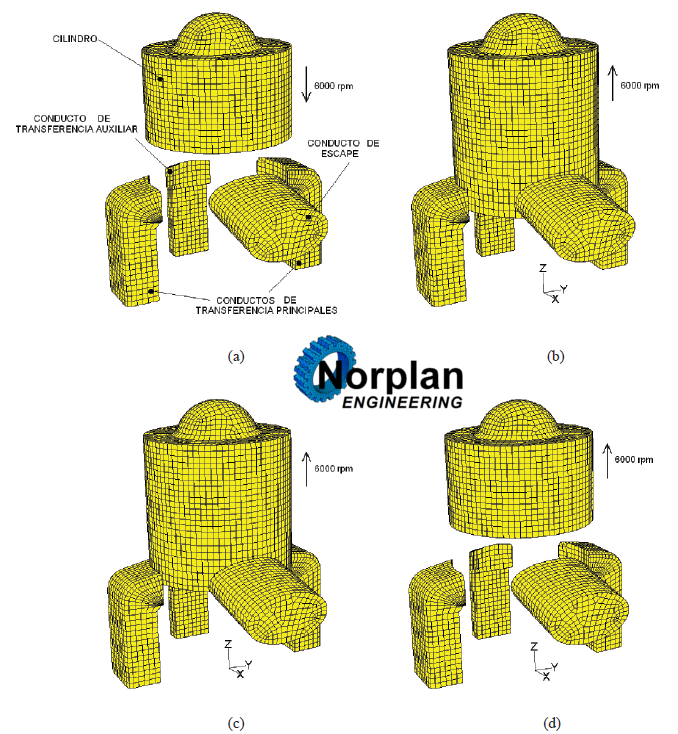
Fases del análisis: Todo proceso de análisis CFD se compone de 3 etapas:
Malla 3D: Malla 3D estructurada a partir de elementos hexagonales.
Cálculo CFD: Las ecuaciones gobernantes son las clásicas de mecánica de fluidos de conservación de la masa, cantidad de movimiento y energía. El proceso se ha modelado como mezcla de dos especies, aire y gases quemados, ambas con comportamiento de gases ideales. Se podrían modelar todos los componentes que intervienen realmente, pero al no estar tratando la combustión, la influencia en los resultados sería prácticamente irrelevante. En cuanto a turbulencia, se ha empleado el modelo k-ε estandar debido a que tiene la ventaja de ser robusto, computacionalmente económico y lo suficientemente preciso para un amplio rango de casos. El tratamiento en las regiones cercanas a las paredes ha sido mediante las funciones estándar de pared.
Visualización de Resultados: La siguiente secuencia de imágenes muestra el campo de velocidades durante el proceso de barrido para valores del ángulo de cigüeñal de 92,5º, 190º, 215º y 270º. Se muestra claramente como en las lumbreras de entrada (tranferencia) circulan gases frescos hacia el interior del cilindro y en la lumbrera de escape salen gases quemados. Además, en el interior del cilindro se observa como los gases frescos desplazan a los quemados dentro de la cámara de combustión. Las zonas de color rojo muestran velocidades más elevadas y en azul las velocidades más bajas, la escala no es la misma se va adaptando al rango de valores para cada paso de tiempo. 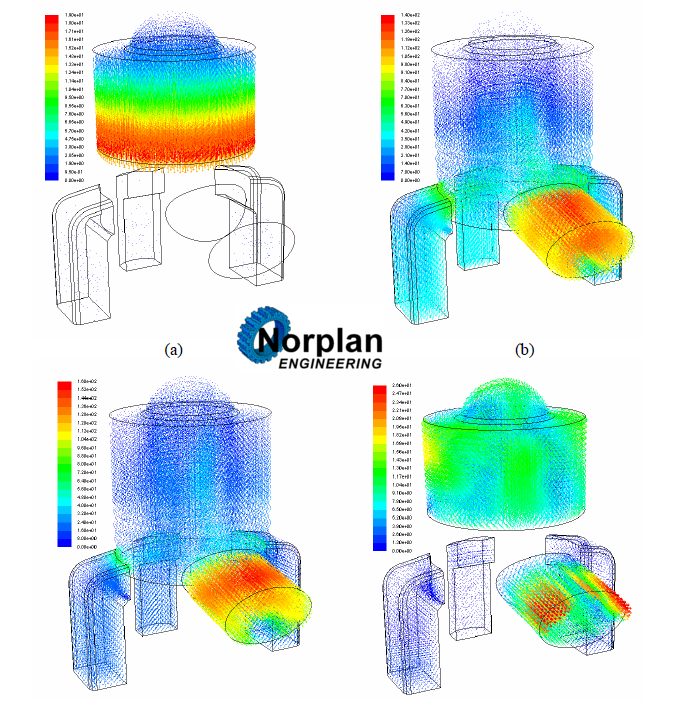 VIDEO DE LA SIMULACIÓN (campo de velocidades)
CURSOS DE FORMACIÓN RELACIONADOS:Si desea recibir cursos de formación relacionados con esta temática, le recomendamos que realice los cursos de Technical Courses:Technical Courses está especializado en la impartición de actividades formativas en todo el mundo, destinados a cubrir la necesidades de cualificación de personal técnico, nuestros cursos se encuentran estrechamente ligados a las tendencias del mundo laboral y las necesidades formativas de las empresas.
Para análisis CFD recomendamos el
software gratuito OpenFOAM, que permite reproducir y simular el funcionamiento de los motores de combustión interna.
Por medio del curso de Technical Courses en idioma español o en inglés, se puede introducir en el manejo de este potente Software de CFD.
- Curso online CFD con OpenFOAM |
| Publicado el 2016-05-02 13:56:44 por C.Rodriguez | Abrir |
| PROPULSOR TRANSVERSAL DE PROA (BOW THRUSTER) | ||||||||||||||||||
El
propósito del bow thruster es ayudar a girar el buque durante las
maniobras de atraque o cuando el buque opera a bajas velocidades.
El Bow Thruster que vamos a tomar como ejemplo pertenece al buque gasero Methane Kari Elin. La consola de mando del Bow Thruster está localizada en el puente de gobierno del buque.
El buque gasero Methane Kari Elin, cuenta con un bow thruster del fabricante Kawasaki Heavy Industries, modelo KT-255B3, y que posee las características siguientes;
El empuje es producido por la rotación de una unidad propulsora la cual está ubicada en un conducto cilíndrico transversal al buque y situada a proa bajo la línea de flotación. El propulsor es accionado por medio de un motor eléctrico situado en posición vertical y que desarrolla 2500 kW de potencia, el propulsor cuenta con palas de paso controlable de accionamiento hidráulico, esto le permite variar de forma muy rápida la magnitud y el sentido del empuje, facilitando su control desde el puente de gobierno. El empuje nominal es de unas 36,5 toneladas.
Video explicativo del mando electrohidráulico de gobierno de un bow thruster:
CURSOS DE FORMACIÓN RELACIONADOS:Si desea recibir cursos de formación relacionados con esta temática, le recomendamos que realice los cursos de Technical Courses:Technical Courses está especializado en la impartición de actividades formativas en todo el mundo, destinados a cubrir la necesidades de cualificación de personal técnico, nuestros cursos se encuentran estrechamente ligados a las tendencias del mundo laboral y las necesidades formativas de las empresas. |
||||||||||||||||||
| Publicado el 2016-12-30 22:46:44 por Santi Rey | Abrir | ||||||||||||||||||
| Aplicaciones GMAO hechas a medida |
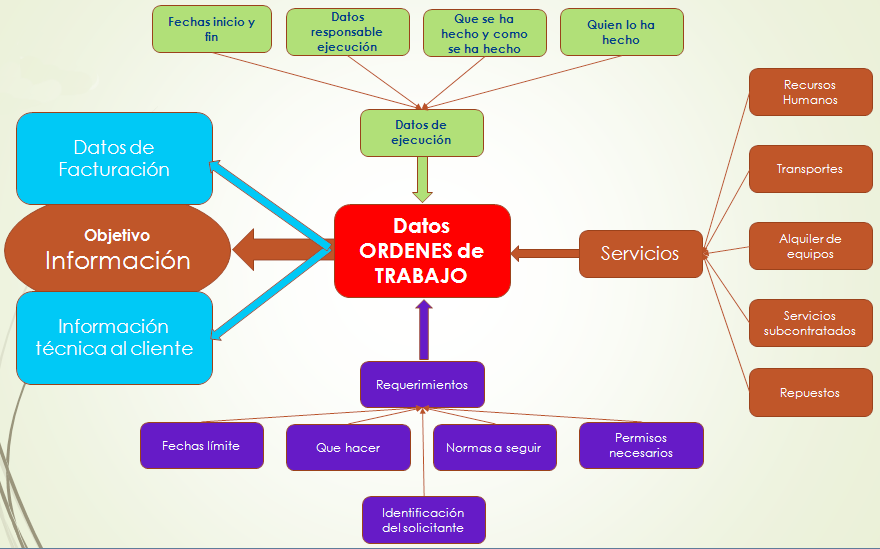
Las conocidas siglas GMAO significan Gestión de Mantenimiento asistida por ordenador, y que vienen a corresponder, en terminología anglosajona, con las siglas CMMS (Computer Maintenance Management Software). Las aplicaciones GMAO, consisten en un programa informático que permite la gestión de los servicios de mantenimiento de los equipos e instalaciones dentro de una empresa, tanto mantenimiento correctivo como preventivo, predictivo, etc. En esencia, las aplicaciones GMAO trabajan como una gran base de datos que contiene información sobre la empresa y sus operaciones de mantenimiento.
Generalmente, los programas GMAO, suelen incluir los siguientes módulos;
Actualmente la tendencia general de los departamentos de mantenimiento de las empresas es hacia la informatización, y la utilización de aplicaciones GMAO es cada vez más la norma habitual. Sin embargo en muchas ocasiones la introducción de estas herramientas de gestión presenta más inconvenientes que ventajas, pero ¿cuál es el motivo?
El motivo muchas veces viene derivado del poco presupuesto que invierte la empresa para la adquisición de una aplicación GMAO, lo cual hace que se decida a implantar un software GMAO genérico de bajo coste (o incluso los hay gratuitos), las cuales en muchas ocasiones se convierten en un obstáculo de la labor que se venía desarrollando hasta ese momento, ralentizando y encareciendo la función del mantenimiento. Es muy importante tener presente que los programas comerciales deben adaptarse a la forma de trabajo de cada empresa y no al revés, de lo contrario es muy fácil que se produzca rechazo, y que el personal asimile el cambio con un aumento de carga de trabajo, aumento de la burocracia y una sensación de estar sujetos a unas tareas que no crean valor a las labores de mantenimiento. Por ello, es necesario analizar detenidamente las necesidades a la hora de la implantación de los programas GMAO, así como seleccionar el programa que más se ajuste a las necesidades reales de cada empresa. Otra alternativa, que suele ser la mejor opción para la mayor parte de las empresas, es adquirir un software adaptado a las necesidades específicas de cada empresa, obviamente esto requiere crear un software GMAO hecho a medida, lo cual tiene el inconveniente de su alto coste y largo tiempo para su desarrollo e implementación, requiriendo además de una comunicación fluida entre el equipo de mantenimiento y el de la empresa que desarrolla el software.
Existe una última opción, que posiblemente será la mejor opción (en términos económicos y de funcionalidad), que consiste en que sea el propio personal del departamento de mantenimiento el que se encargue de desarrollar su propia aplicación GMAO hecha a medida y adaptada a las necesidades de su empresa. Para ello tan solo se necesita un software para gestión de bases de datos, como por ejemplo el difundido ACCESS, un programa con muchas posibilidades, tantas, que muchos programas GMAO comerciales han sido compiladas a partir de una aplicación desarrollada en ACCESS (una vez compilada ya no se puede volver a modificar). Una ventaja de desarrollar una aplicación GMAO en ACCESS es que se trata de una aplicación muy conocida y fácil de conseguir (viene con el paquete Office), además de su facilidad de aprendizaje, existen multitud de recursos y material didáctico en Internet accesibles gratuitamente para su consulta. Es importante señalar también, que para desarrollar una aplicación GMAO en ACCESS no es necesario poseer conocimientos de lenguajes de programación, ni ser titulado en informática, algo muy importante si lo que se trata es de que el propio personal del departamento de mantenimiento desarrolle su propia aplicación GMAO, con la ventaja también, de ser los que mejor van a conocer las necesidades reales de su propio trabajo dentro de la empresa. CURSOS DE FORMACIÓN RELACIONADOS:Si desea recibir cursos de formación relacionados con esta temática, le recomendamos que realice los cursos de Technical Courses:
Technical Courses está especializado en la
impartición de actividades formativas en todo el mundo, destinados a
cubrir la necesidades de cualificación de personal técnico, nuestros
cursos se encuentran estrechamente ligados a las tendencias del mundo
laboral y las necesidades formativas de las empresas.
|
| Publicado el 2018-03-26 12:16:36 por C.Rodriguez | Abrir |
| Entradas 11 a 15 de 62 | << Anterior | Siguiente >> |
 |






.JPG)
.jpg)